Erfahrungsbericht Elegoo Neptune 3: Der Weg zu meinem allerersten 3D-Druck

Bisher habe ich, trotz großem Interesse an der Materie, niemals selbst einen 3D-Drucker bedient. Glücklicherweise hat man als Notebookcheck-Autor gewisse Vorteile: Ich teste einfach einen, dachte ich mir, fragte unseren kompetenten 3D-Druck-Kollegen und -Experten Marc Herter, bekam den Elegoo Neptune 3 als vermeintlich einsteigerfreundliches Gerät zugeschickt und machte mich an den Aufbau.
Dieser Test ist gleichzeitig ein Erfahrungsbericht und kann als Anleitung für interessierte Anfänger dienen, welche wie ich in den praktischen 3D-Druck einsteigen wollen. Ich schildere auch meine Probleme beim Druck und wie man sie umschiffen kann.
Tipp: Alternativ bieten übrigens die vermutlich nicht nur in Berlin aufkommenden Maker Spaces in öffentlichen Bibliotheken Einführungsstunden in die Benutzung der dortigen 3D-Drucker an. Dies ist die praktische Voraussetzung für die kostenlose Nutzung der öffentlichen 3D-Drucker.

Technische Daten - PEI, Silent-Treiber
Im Vergleich zum Vorgänger gibt es ein paar sinnvolle Änderungen. Beispielsweise verschwinden die manuellen Rädchen zum Justieren des Druckbetts, dies geschieht nun automatisch über die Software.
Auch die abnehmbare, magnetisch haftende, dünne Metallplatte mit besonders ablösefreundlicher PEI-Beschichtung ist neu.
Der Filamentsensor im Neptune 3 kann übrigens sogar erkennen, ob sich das Filament bewegt. Somit erkennt der 3D-Drucker selbstständig auch Probleme abseits einer leeren Filamentrolle. Beispielsweise würde er auch bei einer verstopften Düse den Druck anhalten.



| Elegoo Neptune 3 | |
|---|---|
| Eingesetzte Technologie | FDM |
| Maximales Druckvolumen | 220 × 220 × 280 mm |
| Aufstellgröße ohne Kabel, Griff und Filamentrolle | 442 × 452 × 530 mm (B x T x H) |
| Filamentkompatibilität | PLA, ABS, TPU, PETG, Wood, Marble, etc |
| Bewegungssystem | X,Y,Z-Einzelantrieb nach Prusa/Mendel |
| Extruder | Dual-Gear Vollmetall Bowden-Extruder |
| Druckbett | magnetisches Federstahl-Druckbett mit PEI-Beschichtung |
| Mainboard | ZNP Robin Nano_DW V2.0 |
| Steuerplatine Microcontroller |
STM32F103VET6 |
| Firmware des Testgerätes | V1.0.1 |
| Schrittmotortreiber | XYZ-Achse: TMC2225 Silent-Treiber; E0-Achse: TMC2209 Silent-Treiber |
| Anschlüsse | microSD, USB-Typ-B |
| Steuerung | abnehmbarer Touchbildschirm, serielles Interface über USB |
| Funktionen | PEI beschichtetes Druckbett, Automatisches Bettlevelling, Resume-Print-Funktion, 4,3 Zoll Touchscreen, Riemenspanner an X und Y-Achse |
| Spannungsversorgung | internes 115 V - 230 V zu 24 V Netzteil |
| Garantie | 1 Jahr |
| Herstellerseite | Elegoo |
Aufbau und Einrichtung - Hakeliger Filamenteinzug
Die erste, kleine Anfängerhürde stellt der Fakt dar, dass viele 3D-Drucker erst noch zusammengesetzt werden müssen.
Allerdings ist diese Hürde schnell genommen, denn beim Neptune 3 müssen insgesamt nur 6 Schrauben eingedreht, das Touchdisplay eingesteckt, eventuell noch Tragegriff und Rollenhalter angeschraubt und etwa drei Kabel verbunden werden. Das bekommen selbst Schraubermuffel ganz gut hin.






Eine Schraube mehr oder weniger...



Sind der Druckkopf oder das Druckbett durch den Transport etwas wackelig, so kann man die Feststellschrauben etwas nachziehen.
Eine unschöne Überraschung erfolgt beim Abheben der magnetischen Druckplatte mit PEI-Beschichtung. Im darunter liegenden Druckbett fehlt eine Schraube! Hallo, Elegoo? Ich hoffe das wird nicht zum Problem, auch nicht für die automatische Vermessung.
Auf der Produkt-Webseite gibt es ansonsten ein praktisches Aufbau-Video des Herstellers.
Austarieren muss man beim Neptune 3 nichts mehr, das geht automatisch (Autoleveling), der Vorgänger hatte hier noch manuelle Verstellrädchen.
Nach dem mechanischen Aufbau erfolgt das Einschalten (vorher Netzstecker verbinden) und das (mehr oder weniger) automatische Levelling. Letzteres dient dazu, dass sich der Drucker richtig feinjustiert, die Entfernung des Kopfes zur Druckplatte optimiert usw. Das macht er anfangs selbst, indem es den Abstand des Druckkopfes zu 16 vorgegebenen Punkten auf dem Druckbett automatisch überprüft (hoffentlich nicht über die Schrauben).
Anschließend soll man jedoch noch ein normales A4-Blatt einlegen und den Abstand der Düse so nachjustieren, dass ein nur geringer Widerstand beim Ziehen des Papiers zu spüren ist, um die optimale Druckkopfhöhe einzustellen.


Ist die Filamenteinfuhr immer so hakelig?
Nach der Feinjustierung kann man das PLA-Filament einschieben. Das ist allerdings deutlich hakeliger als erwartet, mehrmals stockt es und ich komme nicht weiter.
Zum Glück kann ich auf unseren Experten Marc zurückgreifen: Gerade gebogen hatte ich das Ende bereits, aber hier kommt es wirklich auf Genauigkeit an. Ein weiterer Tipp war, das Ende des Filaments schräg anzuschneiden. Ein dritter Tipp beinhaltete das Lösen und Anbohren des Schlauches. Wie einem das Kaputtbohren des Schlauches dabei hilft, das Filament einzuschieben, habe ich auf die Schnelle im Schreib-Chat nicht verstanden, aber das ist wohl ein Expertentipp. Ich sehe vorerst von derartigen Brachialmethoden ab.
Beim Eintritt des Filaments in den Zuführschlauch ist es hilfreich den Schlauch leicht anzuheben und so in eine ebenfalls gerade Position zu bringen.


Das Verbinden mit dem PC ist unnötig schwierig, was einzig und allein am viel zu kurzen USB-Kabel liegt. Mit 50 cm (inklusive Steckern) bleibt einem nicht viel Spielraum, der PC muss quasi direkt davor stehen.
Leichter ist es das fertige Druckmodell im Gcode-Format auf die microSD-Karte zu packen und in den Drucker zu stecken. Auf diese Weise verhindert man auch einen Druckabbruch, weil beispielsweise der Laptop nach einiger Zeit in den Sleepmodus wechselt.


Die Software
Elegoo verwendet eine modifizierte Version der Open-Source-Software Ultimaker Cura. Elegoo Cura befindet sich auf der beiliegenden microSD-Karte und kann so einfach auf dem PC installiert werden.


Interessanterweise schlägt mir Elegoo Cura im Programm tatsächlich vor, die neuste Version von Ultimaker Cura herunterzuladen. Allerdings hat das Originalprogramm selbst in der aktuellen Version noch keinen Neptune 3 implementiert. Die Auswahl des Vorgänger-Profils (Neptune 2) führt zu einer Fehlermeldung. Also wieder deinstallieren und das etwas ältere Elegoo Cura installieren.
Der beiliegende USB-A-Adapter für die microSD-Karte wurde im Übrigen nicht von meinem PC erkannt, ich musste auf einen anderen Adapter zurückgreifen. Auf der SD-Karte liegen neben der Software noch Treiber für Windows und Mac, das Benutzerhandbuch in Englisch, das Aufbauvideo sowie eine Testdatei zum Druck einer kleinen Buddha-Figur.
Der erste Druck - Erfolg im dritten Anlauf
Die üblichen Arbeitsschritte sehen also wie folgt aus: Zunächst muss die Datei für ein Wunschmodell besorgt werden, entweder von Seiten wie Thingyverse oder man bastelt sich via 3D-Programm oder Cura selbst eines. Modelle von Thingyverse liegen meist im slt-Format vor, dieses wandelt man via Cura in Gcode um.

Dann packt man die Datei auf die microSD-Karte, schiebt sie in den Drucker und druckt. Fortgeschrittene Nutzer und Experten verändern im Drucker noch Variablen wie die Geschwindigkeit, Materialdicke etc.
Dank Marc haben wir eine Standard-Testdatei für alle 3D-Drucker-Tests. Diese liegt ebenfalls als *.slt vor. Da der Neptune 3 nur Gcode auf der SD-Karte druckt, muss man die Datei also wie beschrieben mit Cura umwandeln, auf die Karte packen, einstecken und los geht es.
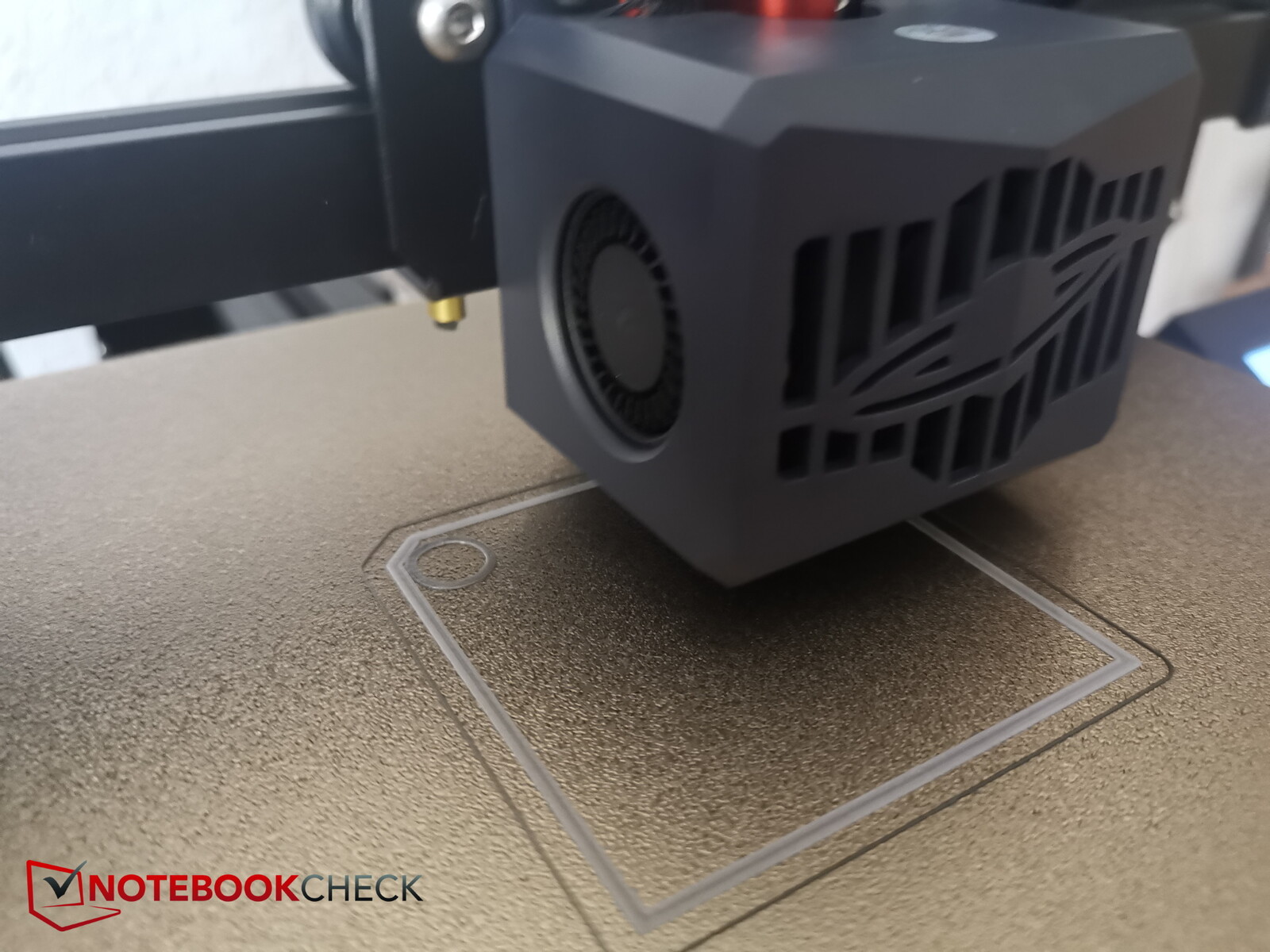
Am abnehmbaren Touchscreen gibt es eigentlich nur vier Hauptoptionen. Wählt man "Print", so öffnet sich der Inhalt der eingelegten SD-Karte und das Testmodell lässt sich anwählen. Daraufhin wird der Druckprozess gestartet. Zunächst erfolgt die Aufheizphase, dann beginnt die Druckdüse ihre Arbeit und "spuckt" die erste Schicht auf das Druckbrett. Mein erster 3D-Druck!



Erste Probleme
Doch der ersten Begeisterung folgt erste Ernüchterung: Die in Cura angegebene Druckzeit von etwa 3 Stunden scheint in weiter Ferne. Nach etwa 30 Minuten liegt der Druckfortschritt bei mageren zwei Prozent. Ich fieberfantasiere von Fehleinstellungen und tagelanger Druckzeit für unser Minimodell.
An wen wende ich mich in meiner Panik? Richtig, Experte Marc wird es schon richten! Und so ist es, senkt er doch meinen Puls, indem er mir ruhig erklärt, dass die unteren, geschlossenen Grundschichten länger dauern, während in den oberen, "luftigeren" Schichten schnellere Bewegungen anliegen werden, welche die Druckzeit verkürzen.
Nach 1 Stunde steht die Anzeige bei 10 Prozent. Da sind drei Stunden ziemlich optimistisch von Cura. Dann die erste unschöne Unterbrechung: Elegoo legt etwas PLA für einen ersten Testdruck bei und ich hoffte es würde für unser Testmodell reichen - tut es aber nicht. Immerhin kann ich so die Resume-Funktion testen.



Zusätzlich bestelle ich diesmal eine große Rolle (1 kg) weißes PLA-Filament (z.B. von Anycubic für erst 22, nun 26 Euro bei Amazon) und setzte, allerdings erst einen Tag später, den Druck fort (Lieferzeit). Problem hierbei ist erneut das Einfädeln, natürlich hakt es wieder, ist das Einführen des Filaments bei allen 3D-Druckern so hakelig? Trotz zwischenzeitlichem Abschaltens hat sich der Neptune den letzten Druckfortschritt tatsächlich gemerkt und druckt ab dieser Stelle weiter.
Dennoch ist die Resume-Funktion eher suboptimal, also nicht die Funktion selbst, aber die weiteren Bedingungen, welche diese Funktion weniger relevant erscheinen lassen. Denn zwischenzeitlich erkaltet natürlich das bereits gefertigte Zwischenmodell, man sieht beim Resumen die Kante zwischen beiden Drucken recht deutlich, zumal zwar beide Filamente weiß, aber farblich dann doch nicht ganz identisch sind, das Testfilament war leicht dunkler als die neue Rolle. Man sollte es also tunlichst vermeiden einen Druck zu unterbrechen und nach längerer Zeit fortzusetzen, insbesondere bei sehr feinen Strukturen.



Neuer Versuch
Ok, der erste Druck wurde unterbrochen, jetzt also ein neuer Versuch. Nach einiger Zeit stellt sich ein weiteres Problem ein: Die neue Filamentrolle ist scheinbar falsch gewickelt worden (oder habe ich es falsch eingefädelt? Nein, sicher nicht!), jedenfalls lag der in den Einzug eingeführte "Filament-Faden" unter einem anderen "Faden". Das führt dazu, dass sich die "Schlinge" beim Einzug immer weiter zuzieht und der Einzug schließlich blockiert.

Also wieder ein Druckabbruch. Ich durchtrenne das Filement und wickle es eine gefühlte Ewigkeit neu. Nun will ich die ordentlich gewickelte Rolle neu einführen und dafür den Altrest entfernen. Das Problem: Das im Drucker steckende Restfilament lässt sich nicht herausziehen, sondern steckt fest. Ich will jedoch nicht schon wieder einen unterbrochenen Druck haben, sondern lieber gleich mit der großen Rolle anfangen und nicht mit dem feststeckenden Rest.
Wer hilft einem in der 3D-Not? Richtig, Marc war sogleich mit gutem Rat zur Stelle, dass ich ihn womöglich beim verdienten Feierabend-Rotwein gestört habe, nimmt er mir sicher nicht übel. "Das Hotend sollte auf Betriebstemperatur sein beim Filamentwechsel oder mindestens bei 60 °C (Coldpull)". Aha, hätte ich mir auch denken können. Habe ich aber nicht. So lernt man eben als 3D-Druck-Anfänger dazu.
Neue Probleme
Der dennoch testweise fortgesetzte Druck offenbart die Probleme der Druckunterbrechung: Die schmale Kante meines "Urine Seperators" (Trichter zum Trennen des flüssigen vom festen Teil beim Klogang) zum Bau einer Komposttoilette ist nach der Druckfortsetzung versaut und der neu gedruckte, ober Teil lässt sich leicht ablösen, der Druckvorgang muss also wieder abgebrochen werden.



Zumal ein Biegetest offenbart, dass PLA wohl kaum das ideale Material für Drucke mit dünnen Wänden ist, nur leicht- bis mittelstarkes Verbiegen kann das spröde Material zum Brechen verführen.
Bei den Modellen von Thingyverse & Co sollte man also auch darauf achten für welches Material der Druck vorgesehen ist und welche speziellen Druckeinstellungen gewählt werden.
Am nächsten Morgen lasse ich den Druckkopf aufheizen. Das Restfilament steckt dennoch bombenfest und ich in meiner ersten 3D-Druckkrise: Nach mehreren hakeligen Einführfitzeleien des Filamentes, zwei unterbrochenen Druckvorgängen, einer längeren Enthedderungsaktion des Filaments und den zwei erfolglosen Versuchen, das Restfilament aus dem Einzug zu ziehen, habe ich erstmals die Nase voll vom 3D-Druck! Für einen kurzen Moment bin ich versucht, der Bohrmethode eine Chance zu geben.
Und wer muntert einen auf, nimmt einen in den Arm? Richtig, die selbst in Arbeit versunkene Freundin - Marc schläft ja nach den nächtlichen Störungen heute sicher länger. Und wer hilft einem bei Problemen weiter, wenn Marc schläft? YouTube.
Um das Filament herauszubekommen, muss nun der Schlauch von der Druckerdüse abgezogen werden. Dazu entfernt man den blauen Abstandsring. Daraufhin lässt sich der weiße Abstandshalter eindrücken und schließlich der Schlauch abziehen. Vorher alles vorheizen lassen. So kam ich endlich an das Filament heran und konnte es entfernen. Danach wird alles wieder aufgesteckt und das neue Filament eingeführt, was diesmal endlich etwas einfacher gelang.


Dritter Versuch - Endlich!
Mit der neuen, garantiert verhedderungsfreien Rolle gab ich dem Druck meines "Ablassteilers" noch eine Chance und siehe da, der Druck ging diesmal problemlos durch. Nach etwa 2,5 Stunden hatte ich ein, nicht ganz perfektes, Testteil für mein Kompostklo. Die dünne Wand hat scheinbar weiter Probleme bereitet, hier müsste man noch die Wandstärke oder andere Parameter ändern. Aber jeder neue Versuch dauert eben auch ein paar Stunden, da sollte man doch lieber die Vorschaufunktion in Cura verwenden, hier kann man den Druckablauf simulieren, vor- und zurück spulen und sich die Schichten detailliert anzeigen lassen.


Emissionen - Recht leise
Schadstoffe
Auch der Druck mit PLA setzt potenziell schädliche Nanopartikel frei, man sollte daher auf eine gute Durchlüftung achten und nicht neben dem arbeitenden Drucker sitzen. In meinem Extraartikel gibt es mehr Informationen zu den gesundheitlichen Aspekten sowie der ungeklärten Entsorgung von PLA.
Lautstärke
Elegoo bewirbt den Neptune 3 als besonders leise. Dafür sollen bestimmte Antriebstreiber sorgen, sowie die Doppellüfter am Hotend, welche vergleichsweise ruhig laufen sollen.
Subjektiv ist das Arbeitsgeräusch deutlich wahrnehmbar, aber tatsächlich nicht störend laut und leiser, als ich es erwartet hätte. Geschlossene Modelle dürften aber auch hier im Vorteil sein.
Am lautesten sind natürlich die Lüfter, welche bei etwa 40 dB(A) (1 m Entfernung) drehen. Hinzu kommen dann noch die leiseren Motorgeräusche, welche je nach Modell und Druckstatus stark variieren können, je nachdem welche Strecken die Düse überwinden muss.
Energieverbrauch - Um die 100 W
Im eingeschalteten Idle-Zustand verbraucht der Neptune etwa 8,6 W. Beim Vorheizen vor dem Druck geht der Verbrauch auf 250 bis 260 W hoch. Während des Drucks schwankt der Energiehunger zwischen 30 und 285 W, vermutlich weil periodisch in kurzen Abständen die Heizeinheit zum Einsatz kommt, was am meisten Energie benötigt.
Im Schnitt kommt man während des Druckens auf etwa 100 W. Bei einem Strompreis von 30 Cent pro kWh und einer Druckdauer von 3,5 Stunden würde man 10 bis 11 Cent Stromkosten bezahlen.
Ausgeklammert - Tiefschlag
Nach den erwähnten Druckerfolgen stellte der Drucker ohne erkennbares Zutun sein Verhalten um und druckte von da an nur noch Filamentsalat.

Anstatt das anfangs austretende Filament an der Seite abzustreifen, fuhr die Düse nun jedes Mal zu Begin eines Drucks langsam in der Bettmitte nach unten, drückte sich dabei das austretende Filament im eigenen Gesicht platt, sodass die Düse verklebte. Die Grundstrukturen hafteten dadurch nicht mehr am Bett, sondern wurden von der "versauten" Düse mitgeschleift.
Da ich den Grund für dieses Verhalten nicht ausmachen kann, die Ursache aber womöglich an meinem eigenen Verhalten auszumachen ist und selbst Marc aus der Ferne nicht (mehr) über die Quelle meines Unvermögens urteilen wollte, fließt diese bedauerliche Schlusserfahrung nicht mehr in mein Fazit ein.
Ich habe Marc das Gerät zurückgeschickt, der sich der Sache gleich angenommen hat. Hier sein Bericht:
Eine Verkettung unglücklicher Umstände
3D-Druck könnte so einfach sein, wenn das, was fest sein soll, immer fest wäre und das, was sich bewegen soll, dies auch tut. Leider habe ich Christian mit meinen Ratschlägen aus der Ferne wohl mehr verwirrt, als ihm zu helfen. Aber auch ich habe zunächst an der völlig falschen Stelle nach Problemen gesucht.
Die ersten Schritte bei mir waren der Aufbau des 3D-Druckers und ein anschließendes Auto-Bed-Leveling. Dass nichts am Druckbett halten wollt, konnte ich bedauerlicherweise nur bestätigen. Einen ganz so schlimmen Filamentsalat wie Christan gab es bei mir nicht, aber zunächst fühlte ich mich wieder als Anfänger.
Im ersten Lösungsschritt habe ich zunächst nur das Druckbett an einem anderen 3D-Drucker getestet und hier eine recht schlechte Haftung festgestellt. Christian hatte das PEI-beschichtete Federstahlblech bereits mit Reinigungsalkohol gründlich sauber gemacht. Ich selbst nutze zum Reinigen bei Druckbetten mit PEI-Beschichtung Aceton. Aber Aceton darf nicht auf jeder Druckoberfläche eingesetzt werden. Die Sticker auf Creality-Druckern werden beispielsweise vom Aceton zerstört.
Das Problem, dass auf dem Elegoo kein Druck am Bett halten wollte, war mit der Acetonreinigung enttäuschenderweise nicht behoben. Auch ein erneutes Einstellen des Düsenabstands zum Druckbett brachte keine Besserung. Dies kann man beim Elegoo auch während des Druckens machen. Somit war ich mir sicher, dass die Werte nun passen. Christians Fehlerbeschreibung, dass die Düse in der Mitte des Druckbetts aufsetzt, gehört übrigens zum ganz normalen Start eines Druckes. Es ist Teil der Homing-Routine bei der die Position des Druckkopfes im Raum festgelegt wird.
Die weitere Suche brachte mich zur Firmware des Neptune 3, wo ich meinte, endlich den Fehler gefunden zu haben. Nach dem Zurücksetzen und erneuten Versuchen war aber wieder keine Besserung in Sicht. Also zurück an den Anfang.
Eine komplette Wartung des Druckers, wie ich es normalerweise nach etlichen hundert Betriebsstunden machen würde, brachte anschließen einen funktionierenden 3D-Drucker. Folgendes steht dazu auf der To-Do-Liste:
- Reinigung der Laufrollen und Profile
- Reinigung und Schmierung der T-Nut Gewindeschraube an der z-Achse
- Einstellen der Exzenterschrauben an den Laufrollen
- Einstellung der Riemenspannung
- Festziehen aller Schrauben
- Cold-Pull, um die Düse zu reinigen
Dabei fand ich gleich mehrere Fehler, die im Zusammenspiel wohl letztlich dafür sorgten, dass das Auto-Bed-Leveling überfordert war. Somit konnte der 3D-Drucker nicht mehr den optimalen Abstand von Düse zum Druckbett einhalten. Zunächst einmal hatte sich schon in kurzer Zeit eine Menge Abrieb von den Laufrollen in den V-Nut-Profilen unter dem Druckbett gesammelt. Hier war Christian wohl etwas zu kraftvoll beim Einstellen einer der Exzenterschrauben. Die Andere war dagegen etwas lose. Zugegeben, hier muss man das notwendige Fingerspitzengefühl entwickeln. Auch der Riemen an X- und Y-Achse war für meinen Geschmack etwas lasch gespannt. Das ist aber Ansichtssache, denn der Drucker funktionierte ja vorher tadellos mit den nur wenig gespannten Riemen. Aber der Riemen war hier an einer Stelle schon halb aus der Führung gerutscht.
Nachdem alle mechanischen Teile gewartet waren, habe ich mich erneut an das Auto-Bed-Leveling gewagt. Und hier gab es einen deutlichen Unterschied. Zu viel Spiel hier, etwas Schmutz da und noch ein paar andere Kleinigkeiten sorgten schlicht für falsche Ergebnisse beim Auto-Bed-Leveling mit einer Wägezelle als Sensor.


Das Druckbett sieht nun für den Drucker wesentlich flacher aus. Nur an den zwei vorderen Ecken gibt es etwas Spiel, womit die Ergebnisse etwas verfälscht werden. Als Nächstes folgte noch ein Probedruck, den ich zum Einstellen des Düsenabstandes nutzte. Dazu findet man während des Druckens unter Settings die Option Z-offset. Und endlich funktionierte der Elegoo Neptune 3 wieder so, wie er soll.


Fazit: Auch Einsteiger-3D-Drucker bereiten Anfängern Probleme

Mein Fazit zu meinem Weg hin zu meinem ersten 3D-Druck: Ich hatte bislang den Eindruck, dass der 3D-Druck den Kinderschuhen entwachsen ist. Daher wundert es mich, dass grundlegende Dinge wie das Einlegen des Filaments noch derart frickelig und umständlich sind. Glaubt man Marc - und man sollte Marc unbedingt glauben - so ist dies keineswegs ein ungewöhnliches Phänomen bei aktuellen 3D-Druckern.
Davon abgesehen ist der Neptune 3 recht schnell aufgebaut und wenn man sich etwas besser anstellt als ich, oder meinen Erfahrungsbericht vorher liest, dann druckt es sich mit dem Elegoo relativ unkompliziert. Die meisten meiner Anfängerprobleme waren nicht speziell diesem Drucker anzulasten. Das Druckergebnis sieht ordentlich aus und kann mit etwas Kenntnis oder Ausprobieren sicher noch optimiert werden. Hat man den Dreh einmal raus, ist der Neptune 3 auch aufgrund der automatischen Bett-Justierung, der Metallplatte mit PEI-Beschichtung und dem relativ ruhigen Druck sicher eine gute Wahl für Anfänger und alle, die einen preiswerten 3D-Drucker suchen.
Der Elegoo Neptune 3 ist preiswert und erleichtert Anfängern den Start mit diversen Comfortfunktionen, einige allgemeingültige 3D-Druck-Stolpersteine, wie das Einführen des Filaments, gehören jedoch noch verbessert bzw. beseitigt.
Nachtrag
Leider findet meine erste Erfahrung mit einem 3D-Drucker nach ersten Erfolgen so jedoch ein unrühmliches Ende (auch wenn Marc ihn wieder zum Laufen bekommen hat). Da ich nicht gewillt bin es dabei zu belassen, werde ich in Zukunft einen weiteren 3D-Drucker selbst testen. Vorerst muss ich persönliche jedoch beim Elegoo Neptune 3 das Handtuch schmeißen. Urteil: Erste Erfolge mit Rückschlägen, 1 : 1 Unentschieden also, aber das Rückspiel, das Rückspiel!
Preise und Verfügbarkeit
Mittlerweile ist das Gerät auch in Deutschland verfügbar, aktuell aber nur über Amazon, er kostet dort rund 286 Euro.
